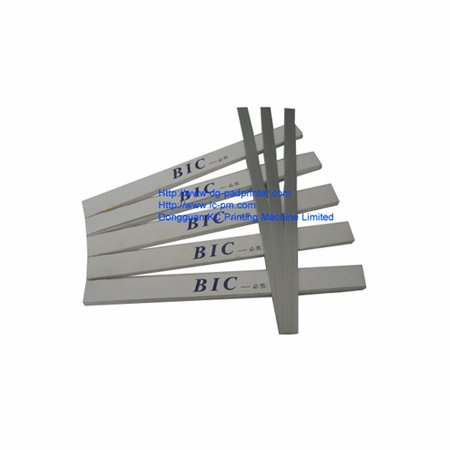
移印刀片
描述:
通常的移印刀片有0.5mm和0.25mm两种厚度,均是用高碳钢磨削而成。 0.5mm的刀片用于厚钢板(开放式油盘移印机) 上面,0.25mm的移印刀片可以用于移印树脂版或者键盘移印方面。
用途︰
在开放式油盘机上使用,用于刮去移印钢板表面的油墨,而印版图文出的油墨会保留。
技术参数︰
1. 规格:18×350mm
2. 刀口厚度: 0.01mm
3. 刀背厚度:0.03mm
4. 硬度: 58-62度
产品优点︰
- 耐磨性佳;
- 刃口均匀一致;
- 非常好的刚性;
- 楔子型的截面形状, 利用油墨的顺利清除。
使用方法︰
- 检查移印刀片的刃口质量;
- 按照移印机所配钢板的宽度,截取略宽于钢板的刀片;
- 装夹于移印机的刀片夹中固紧;
- 调整刀片和钢板的接触形态, 调整到 刮墨压力。
警告︰
- 刀片刀口锋利, 容易刺破皮肤,拿取过程中应避免碰触刃口部分贮存︰
- 建议以纸张包裹, 在以PVC 或者纸盒进行包装后贮存;
- 应保持润滑状态, 避免接触水分,防止生锈。
- 保质期︰ 5年
油盅
| 油盅直径 |
钢板尺寸 |
油盅数量 |
机器型号 |
| 90mm |
100mm×200mm |
1 |
P1-408C TP1-408C P1-420C |
| |
|
2 |
P2-408C |
| |
100mm×250mm |
1 |
P1-410C 410MC |
| |
|
2 |
P2-410C |
| |
|
2 |
P2-41010C |
| |
|
4 |
SP4-410C SP4-41016C |
| |
|
6 |
SP6-41018C |
| |
100mm×300mm |
1 |
P1-412C |
| |
|
2 |
P2-412C SP2-41210C |
| |
|
4 |
SP4-412C SP4-41216C |
| |
|
6 |
SP6-41218C |
| 140mm |
150×400/150×300 |
1 |
P1-614C P1-616C |
| |
|
2 |
P2-616C |
| |
|
2 |
P2-612C P2-614C |
| |
|
4 |
SP4-614C SP4-614C |
| |
|
6 |
SP6-61218C/61418C/61618C |
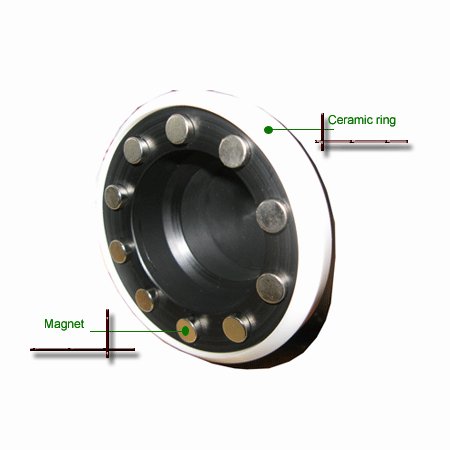
用途︰
用在油盅移印机上面,是盛放油墨和稀释剂的标志性部件,同时兼有刮墨和覆墨的功能。
油盅分为两部分: 油盅体部分和刀环部分,刀环部分安装在油盅体上,当刀环出现磨损,可以更换。 现在的刀环比较常见的有两种材料: 陶瓷和钨钢。
技术参数︰
90mm油盅:
- 刃口斜度:60度
- 硬度:62度
- 材料,钨钢或陶瓷
- 内环直径: 90mm
140mm油盅:
- 刃口斜度:55度
- 硬度:63度
- 材料: 钨钢或陶瓷
- 内环直径:140mm.
产品优点︰
- 耐磨性好,使用寿命长;
- 精细的刃口组织,与钢板结合性好;
- 独特设计的刃口角度,利用油墨存贮和涂布;
- 上部开口, 利用油墨的更换和稀释剂的添加;
- 分散性磁铁设置,确保刮净墨的同时减少刮墨的压力;
- 可以安装陶瓷环, 利于树脂版的应用;
- 环平面高度平滑,摩擦力将至 ;
- 油墨宜于清洗,油盅容易更换。
使用方法︰
- 从油盅移印机上面取下钢板;
- 将油盅缓慢的反扣在钢板的表面,然后移至钢板一段的中间位置;
- 将钢板和油盅安装在机器的供墨位置;
- 固定钢板, 然后将油盅固定在油盅架上;
- 推动油盅看刮墨情况,观察刮墨力的大小;
- 添加油墨和稀释剂于油盅里面;
- 不断增加压力,确保油墨被去除干净。
警告︰
油盅的刃口锋利且脆性高,应避免可能的碰撞,跌落; 油盅本身具有磁性, 容易吸引铁器,接触铁器要避免碰伤油盅刃口。贮存在柔韧的泡沫盒里存放,避免接触铁器。
油盘
|
英制油盘规格
|
公制油盘规格
|
油盘数量
|
移印机型号
|
|
4"×4"
|
100mm×100mm
|
1
|
404M 手动移印机
|
|
|
|
1
|
P1-404
|
|
|
|
1
|
TP1-404
|
|
|
|
2
|
P2-404
|
|
4"×6"
|
100mm×150mm
|
1
|
406M 手动移印机
|
|
|
|
1
|
P1-406
|
|
|
|
2
|
P2-406
|
|
|
|
2
|
SP2-40610
|
|
|
|
4
|
SP4-406
|
|
|
|
4
|
SP4-40616
|
|
|
|
6
|
SP6-406
|
|
|
|
6
|
SP6-40618
|
|
|
|
10
|
SP10-40630
|
|
4"×8"
|
100mm×200mm
|
1
|
P1-408 P1-408C TP1-408C
|
|
|
|
2
|
P2-408 P2-408C
|
|
|
|
2
|
SP2-40810
|
|
|
|
4
|
SP4-408
|
|
|
|
4
|
SP4-40816
|
| 4"×10" |
100mm×250mm |
1 |
P1-610 P1-410C |
|
6"×6"
|
150mm×150mm
|
2
|
P2-606
|
|
|
|
4
|
SP4-606
|
|
6"×8"
|
150mm×200mm
|
2
|
P2-608
|
|
6"×10"
|
150mm×250mm
|
|
P2-610C |
用途︰
在油盘移印机上面用于安装钢板和盛放油墨, 分为两部分,前半部分安装钢板,后半部分添加油墨和稀释剂,一般用铸铝制造。单色移印机通常有一套油盘,双色有两套,依次类推;
根据安装钢板大小,不同厂家制造的油盘已经标准化;
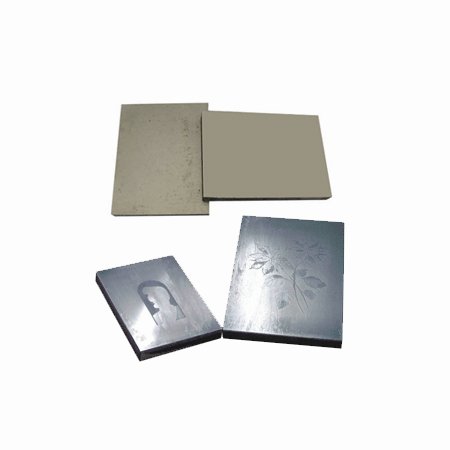
油盘以安装厚钢板为主,但是也有厂家在厚的磁铁钢板上面加装树脂版来改善印刷质量。
技术参数︰
- 宽度:4寸, 6寸, 8寸;
- 长度:4寸,6寸,8寸, 10寸。
- 油盘深度: 12mm;
- 驻墨量:100g.
产品优点︰
- 铸铝制造,坚固耐用;
- 已经标准化,方便客户选择使用;
- 清洗方便, 价格便宜;
- 开放式油墨盛放, 油墨调整方便
印刷夹具
描述:
通常情况,机器的印刷生产必须有为之配套的夹具, 在用户提供印刷的产品之后,我们会根据用户的要求和印刷工艺制作相应数量的夹具;
对于单色移印机和穿梭移印机来说,仅仅需要制作一套夹具,夹具的精度要求一般; 对于转盘移印机需要制作和工位数等同的夹具数量,要求夹具具有重复精度和位置的一致性,否则会影响套印精度。
用途︰
移印和丝印过程为了固定产品,确保印刷位置的统一性,通常要制作夹具固定在工作台上达到目的。不同的移印机需要的夹具数量是不同的。
产品优点︰
- 水晶胶制作的夹具适合不规则的产品;
- 机械加工的夹具适合规则的产品;
- 有些产品可能需要机械加工和水晶胶配合制造才能满足要求;
使用方法︰
- 使用双面胶将夹具粘贴到工作台上;
- 使用固定螺丝将夹具固定到工作台上面.
原子灰
移印和丝印过程当中,制作夹具对产品进行定位非常重要,简单的产品可以用机加工的方式进行制造,但是也有部分外形比较复杂的产品用机加工的方法非常麻烦,成本也很高,在印刷套印精度要求不太高的情况下,可以使用KC原子灰或者KC不饱和的聚酯树脂制作夹具。
在常温条件,它们呈现流体或糊状, 加入硬化剂之后, 可以迅速固化,利用这种特性,可以制作模型对产品进行定位。
用途︰
KC原子灰用于金属表面喷漆前的填充处理,在移印和丝印印刷过程当中也用于不规则产品的夹具制作。本说明仅限于制作夹具的说明。
使用方法︰
● 原子灰按照100:2的比例进行混合;
● 混合过程可以使用KC调墨刀,如果制作夹具量大时也可以使用搅拌机搅拌;
● 当混合物之颜色比较均匀后方可使用;
● 混合物要在7-10分钟内使用,超过这个时间,混合物将固化而失效;
● 可用时间受温度及湿度的影响, 温度越高,湿度越小,可用时间越短;
● 制作夹具前, 通常先制作容器一类的纸型,然后用混合物进行填充;
● 混合物填充前,为了容易脱模, 可以使用脱模剂涂抹于产品表面;
● 硬化后,可使用刀片进行修整,以利于产品方便取放;(20℃时,需经1小时以上才硬化)。
● 雨季等湿度较高时,硬化时间未免要长些。
贮存︰
● 凡调配的混合物,应精确计算,避免浪费,剩下的混合物,不能倒入原来的容器当中;
● 调墨刀使用完了,就用天那水及时洗净。
● 保存时,务请避开火源、直射日光,雨水等。
● 保存期间以制造后6个月内为限。