移印刀片
描述:
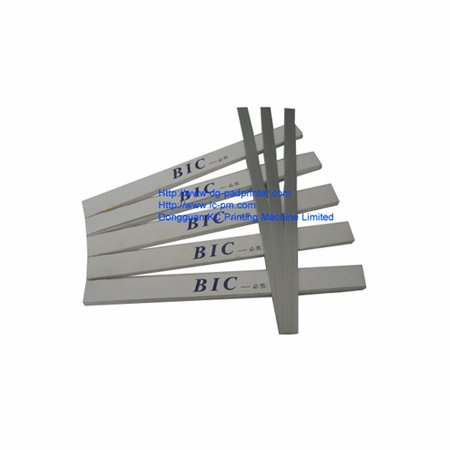
通常的移印刀片有0.5mm和0.25mm兩種厚度,均是用高碳鋼磨削而成。 0.5mm的刀片用於厚鋼板(開放式油盤移印機) 上面,0.25mm的移印刀片可以用於移印樹脂版或者鍵盤移印方面。
用途︰
在開放式油盤機上使用,用於刮去移印鋼板表面的油墨,而印版圖文出的油墨會保留。
技術參數︰
1. 規格:18×350mm
2. 刀口厚度: 0.01mm
3. 刀背厚度:0.03mm
4. 硬度: 58-62度
產品優點︰
- 耐磨性佳;
- 刃口均勻一致;
- 非常好的剛性;
- 楔子型的截面形狀, 利用油墨的順利清除。
使用方法︰
- 檢查移印刀片的刃口質量;
- 按照移印機所配鋼板的寬度,截取略寬于鋼板的刀片;
- 裝夾于移印機的刀片夾中固緊;
- 調整刀片和鋼板的接觸形態, 調整到 刮墨壓力。
警告︰
- 刀片刀口鋒利, 容易刺破皮膚,拿取過程中應避免碰觸刃口部分貯存︰
- 建議以紙張包裹, 在以PVC 或者紙盒進行包裝后貯存;
- 應保持潤滑狀態, 避免接觸水分,防止生鏽。
- 保質期︰ 5年
油盅
| 油盅直徑 |
鋼板尺寸 |
油盅數量 |
機器型號 |
| 90mm |
100mm×200mm |
1 |
P1-408C TP1-408C P1-420C |
| |
|
2 |
P2-408C |
| |
100mm×250mm |
1 |
P1-410C 410MC |
| |
|
2 |
P2-410C |
| |
|
2 |
P2-41010C |
| |
|
4 |
SP4-410C SP4-41016C |
| |
|
6 |
SP6-41018C |
| |
100mm×300mm |
1 |
P1-412C |
| |
|
2 |
P2-412C SP2-41210C |
| |
|
4 |
SP4-412C SP4-41216C |
| |
|
6 |
SP6-41218C |
| 140mm |
150×400/150×300 |
1 |
P1-614C P1-616C |
| |
|
2 |
P2-616C |
| |
|
2 |
P2-612C P2-614C |
| |
|
4 |
SP4-614C SP4-614C |
| |
|
6 |
SP6-61218C/61418C/61618C |
用途︰
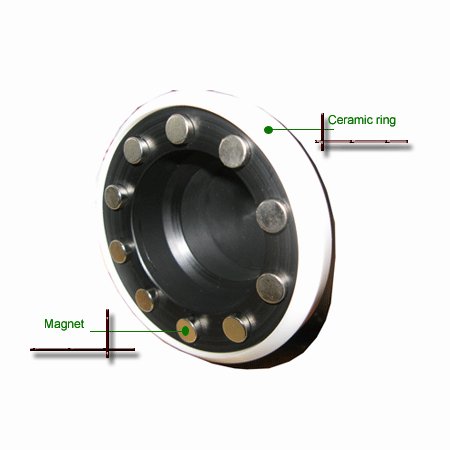
用在油盅移印機上面,是盛放油墨和稀釋劑的標誌性部件,同時兼有刮墨和覆墨的功能。
油盅分為兩部分: 油盅體部分和刀環部分,刀環部分安裝在油盅體上,當刀環出現磨損,可以更換。 現在的刀環比較常見的有兩種材料: 陶瓷和鎢鋼。
技術參數︰
90mm油盅:
- 刃口斜度:60度
- 硬度:62度
- 材料,鎢鋼或陶瓷
- 內環直徑: 90mm
140mm油盅:
- 刃口斜度:55度
- 硬度:63度
- 材料: 鎢鋼或陶瓷
- 內環直徑:140mm.
產品優點︰
- 耐磨性好,使用壽命長;
- 精細的刃口組織,與鋼板結合性好;
- 獨特設計的刃口角度,利用油墨存貯和塗布;
- 上部開口, 利用油墨的更換和稀釋劑的添加;
- 分散性磁鐵設置,確保刮淨墨的同時減少刮墨的壓力;
- 可以安裝陶瓷環, 利於樹脂版的應用;
- 環平面高度平滑,摩擦力將至 ;
- 油墨宜於清洗,油盅容易更換。
使用方法︰
- 從油盅移印機上面取下鋼板;
- 將油盅緩慢的反扣在鋼板的表面,然後移至鋼板一段的中間位置;
- 將鋼板和油盅安裝在機器的供墨位置;
- 固定鋼板, 然後將油盅固定在油盅架上;
- 推動油盅看刮墨情況,觀察刮墨力的大小;
- 添加油墨和稀釋劑于油盅裡面;
- 不斷增加壓力,確保油墨被去除乾淨。
警告︰
油盅的刃口鋒利且脆性高,應避免可能的碰撞,跌落; 油盅本身具有磁性, 容易吸引鐵器,接觸鐵器要避免碰傷油盅刃口。貯存在柔韌的泡沫盒里存放,避免接觸鐵器。
油盤
|
英制油盤規格
|
公制油盤規格
|
油盤數量
|
移印機型號
|
|
4"×4"
|
100mm×100mm
|
1
|
404M 手動移印機
|
|
|
|
1
|
P1-404
|
|
|
|
1
|
TP1-404
|
|
|
|
2
|
P2-404
|
|
4"×6"
|
100mm×150mm
|
1
|
406M 手動移印機
|
|
|
|
1
|
P1-406
|
|
|
|
2
|
P2-406
|
|
|
|
2
|
SP2-40610
|
|
|
|
4
|
SP4-406
|
|
|
|
4
|
SP4-40616
|
|
|
|
6
|
SP6-406
|
|
|
|
6
|
SP6-40618
|
|
|
|
10
|
SP10-40630
|
|
4"×8"
|
100mm×200mm
|
1
|
P1-408 P1-408C TP1-408C
|
|
|
|
2
|
P2-408 P2-408C
|
|
|
|
2
|
SP2-40810
|
|
|
|
4
|
SP4-408
|
|
|
|
4
|
SP4-40816
|
| 4"×10" |
100mm×250mm |
1 |
P1-610 P1-410C |
|
6"×6"
|
150mm×150mm
|
2
|
P2-606
|
|
|
|
4
|
SP4-606
|
|
6"×8"
|
150mm×200mm
|
2
|
P2-608
|
|
6"×10"
|
150mm×250mm
|
|
P2-610C |
用途︰
在油盤移印機上面用於安裝鋼板和盛放油墨, 分為兩部分,前半部分安裝鋼板,后半部分添加油墨和稀釋劑,一般用鑄鋁製造。單色移印機通常有一套油盤,雙色有兩套,依次類推;
根據安裝鋼板大小,不同廠家製造的油盤已經標準化;
油盤以安裝厚鋼板為主,但是也有廠家在厚的磁鐵鋼板上面加裝樹脂版來改善印刷質量。
技術參數︰
- 寬度:4寸, 6寸, 8寸;
- 長度:4寸,6寸,8寸, 10寸。
- 油盤深度: 12mm;
- 駐墨量:100g.
產品優點︰
- 鑄鋁製造,堅固耐用;
- 已經標準化,方便客戶選擇使用;
- 清洗方便, 價格便宜;
- 開放式油墨盛放, 油墨調整方便
印刷夾具
描述:
通常情況,機器的印刷生產必須有為之配套的夾具, 在用戶提供印刷的產品之後,我們會根據用戶的要求和印刷工藝製作相應數量的夾具;
對於單色移印機和穿梭移印機來說,僅僅需要製作一套夾具,夾具的精度要求一般; 對於轉盤移印機需要製作和工位數等同的夾具數量,要求夾具具有重複精度和位置的一致性,否則會影響套印精度。
用途︰
移印和絲印過程為了固定產品,確保印刷位置的統一性,通常要製作夾具固定在工作臺上達到目的。不同的移印機需要的夾具數量是不同的。
產品優點︰
- 水晶膠製作的夾具適合不規則的產品;
- 機械加工的夾具適合規則的產品;
- 有些產品可能需要機械加工和水晶膠配合製造才能滿足要求;
使用方法︰
- 使用雙面膠將夾具粘貼到工作臺上;
- 使用固定螺絲將夾具固定到工作臺上面.
原子灰
移印和絲印過程當中,製作夾具對產品進行定位非常重要,簡單的產品可以用機加工的方式進行製造,但是也有部分外形比較複雜的產品用機加工的方法非常麻煩,成本也很高,在印刷套印精度要求不太高的情況下,可以使用KC原子灰或者KC不飽和的聚酯樹脂製作夾具。
在常溫條件,它們呈現流體或糊狀, 加入硬化劑之後, 可以迅速固化,利用這種特性,可以製作模型對產品進行定位。
用途︰
KC原子灰用於金屬表面噴漆前的填充處理,在移印和絲印印刷過程當中也用於不規則產品的夾具製作。本說明僅限於製作夾具的說明。
使用方法︰
● 原子灰按照100:2的比例進行混合;
● 混合過程可以使用KC調墨刀,如果製作夾具量大時也可以使用攪拌機攪拌;
● 當混合物之顏色比較均勻后方可使用;
● 混合物要在7-10分鐘內使用,超過這個時間,混合物將固化而失效;
● 可用時間受溫度及濕度的影響, 溫度越高,濕度越小,可用時間越短;
● 製作夾具前, 通常先製作容器一類的紙型,然後用混合物進行填充;
● 混合物填充前,為了容易脫模, 可以使用脫模劑塗抹于產品表面;
● 硬化后,可使用刀片進行修整,以利於產品方便取放;(20℃時,需經1小時以上才硬化)。
● 雨季等濕度較高時,硬化時間未免要長些。
貯存︰
● 凡調配的混合物,應精確計算,避免浪費,剩下的混合物,不能倒入原來的容器當中;
● 調墨刀使用完了,就用天那水及時洗淨。
● 保存時,務請避開火源、直射日光,雨水等。
● 保存期間以製造后6個月內為限。