The use of a strong oxidizing flame to oxidize the plastic surface is called flame treatment. Flame treatment will significantly improve the printing properties and bonding characteristics of polyolefin plastics. Due to the widespread adoption of polyolefin plastics in the plastic products industry and the non-polar nature of the surface of polyolefin materials, the adhesion of inks is limited.
The tension value that represents the important parameter of the surface tension of the plastic shows the adhesion of the plastic itself to the ink. The smaller the tension value, the weaker the adhesive force to the ink, and the greater the tension value, the stronger the adhesive force to the ink. In order to achieve printing on the surface of polyolefin materials, surface treatment is the most common method. There are multiple methods for surface treatment, high-frequency processing, plasma treatment, and flame treatment.
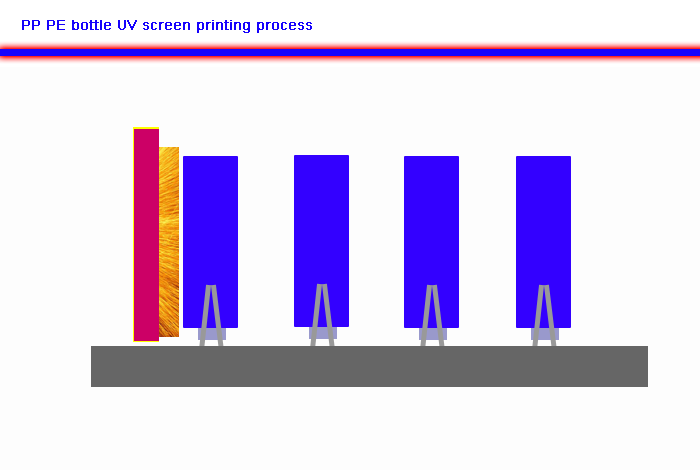
Flame treatment is particularly suitable for the surface treatment of round containers such as hollow plastic bottles and cups. The tension value of the surface of the polyolefin material is only 31 dyne, and the adhesion of the ink is difficult to meet the requirements of the user, and the flame-retardant method can make the tension value of the polyolefin material itself reach 41-48 dyne.
Changing the surface tension by flame treatment can also increase the quality of the subsequent paint spray of the workpiece. Flame treatment can be used to adjust the surface properties of plastics, which causes macromolecules on the plastic surface to oxidize at high temperatures to produce polar groups. In addition, it also influences the structure of the surface molecules and causes the water-based cover film to adhere to the plastic surface. , Produces a hydrophilic component on the plastic surface.
Flame treatment uses a specific flame generator to form a high-temperature, high-pressure flame flow through a nozzle, combust a certain composition and ratio of gas and air, and form an oxidizing flame with a temperature of up to 1100 to 1800° C. to achieve the purpose of instantly changing the properties of the plastic surface. In the actual process, the temperature of the flame, the distance between the flame and the plastic, and the treatment time are important factors that affect the treatment effect.